C型鋼機發展史與選型特點
C型鋼機的主要組成部分是軋機設備,軋機設備傳輸動力,給所有的模具傳輸操控。C型鋼機根據成型軋機設備的軸肩定位,C型鋼機制造的變化非常多,由于C型鋼機可分類為懸臂式、雙端式、通軸雙端式、標準式(傳統式)、雙層式、成組快換式(板式、盒式)、并列式。這個分類中還未有“軋機設備”如拉料成型軋機設備、螺旋管軋機設備、車載軋機設備、特種軋機設備等。C型鋼機通常分成兩種類型:雙支撐式和懸臂式。懸臂式軋機設備的輥子裝在僅一端支撐的軸上,而雙支撐型的軸兩端都有操控。C型鋼機一般可以用于較薄的配料及僅在帶鋼邊部成型的情況,這是因它的軸端撓度比雙端支撐大。C型鋼機的優勢仍然可對商品經常變寬度成型。
C型鋼機屬于經濟裁面型材,由于截面形狀合理,它們能使鋼材 高地發揮效能,提高承裁能力。不同于普通工字型的是H型鋼的翼繡進行了加寬,且內、外表面通常是平行的,這樣可便于用螺桂和其他構件連接。其尺寸構成合理系列,型號,便于設計選用。C型鋼機主要用途產品可作為大中型工業民用建筑的主體受力結構。
C型鋼機上下軋輥 線應在統一平面線上,以 輪為準,平面度不大于1mm,每一排上下軋輥的間隙相等,間隙偏差+0.1mm。用常規量具或塞尺調試。C型鋼機輥軋成型的壓型板,既莊嚴高雅,又美觀新奇,而且外觀平整,波紋平均,,強度大,出產自動化程度高,本錢低廉,。
C型鋼機都會配置有一套潤滑系統,機器運行時,自動對所有承載軸承,傳動齒輪機構運動導軌等部位進行加油潤滑。自動放料,取坯工作程序:模具安裝及主機試車同上述,然后開啟空氣壓縮機,真空泵,擠出機,切瓦機,放料機壓瓦機,主機及瓦托輸送機,泊車時,先休止擠出機,再休止其余設備。壓瓦機成型由放料、成型、后成型切割組成,所出產的產品外觀平整錦繡、漆紋平均、、,廣泛應用于產業民用建筑,如廠房、倉庫、機車庫、飛機庫、體育館展覽館、影劇院等房面和墻體。
C型鋼機選型時,應考慮它們不同的特點。在輕鋼工業廠房中,當有較大懸掛荷載或移動荷載,就可考慮放棄門式剛架而采用網架。高層鋼結構設計中,常采用鋼混凝土組合結構,在地震烈度高或很不規則的高層中,不應單純為了經濟去選擇不利的核心筒加外框的形式。宜選擇周邊巨型src柱,核心為支撐框架的結構體系。我國半數以上的此類高層為前者。對不利。結構的布置要根據體系特征,荷載分布情況及性質等綜合考慮。一般的說要剛度均勻。力學模型清晰。盡可能限制大荷載或移動荷載的影響范圍,使其以直接的線路傳遞到基礎。柱間抗側支撐的分布應均勻。其形心要盡量靠近側向力(風震)的作用線。否則應考慮結構的扭轉。結構的抗側應有多道防線。比如有支撐框架結構,柱子至少應能單獨承受1/4的總水平力。C型鋼機結構的樓層平面次梁的布置,有時可以調整其荷載傳遞方向以滿足不同的要求。
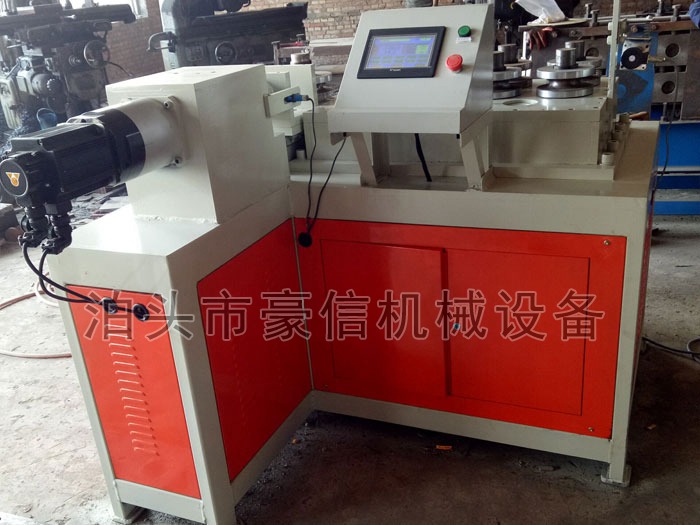
帶鋼從C型鋼機的尾部送入,經過各種壓輥壓制成C型鋼機從頭部送出。傳統工藝中,C型鋼壓制成型后需要人工進行定長切斷,再搬運到沖孔設備按照客戶要求的尺寸打孔,生產不能連續,效率不高。經過逐步改進生產工藝,實現了全工藝過程自動控制,飛躍性地提高了生產效率,增加了客戶設備的技術含量和附加值。